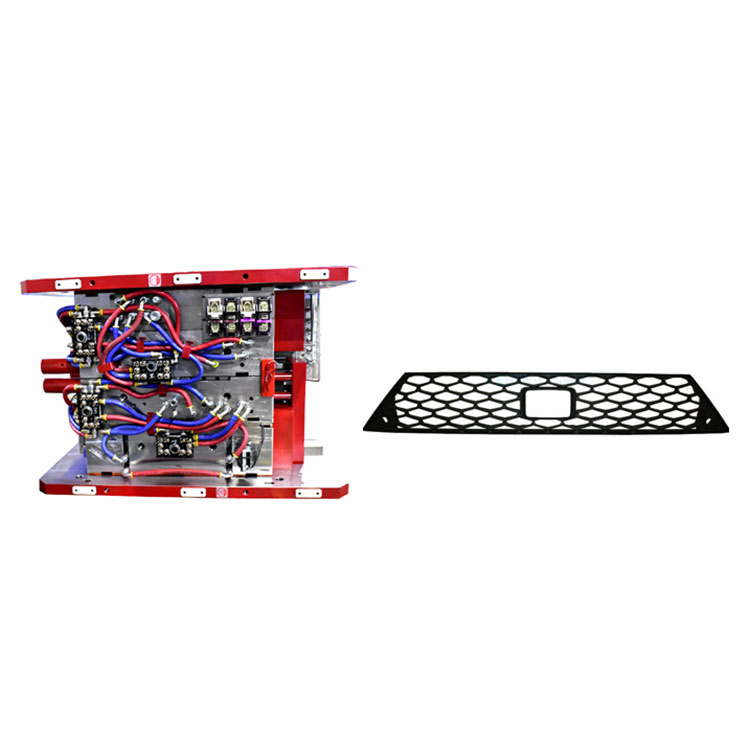
bakımında dikkat edilmesi gereken bazı hususlarPlastik enjeksiyon kalıbı
1. Havalandırma deliklerinde erken uyarı pas veya ıslak fenomen olup olmadığını görmek için - sıcak yolluktaki havalandırma deliklerinin yakınında pas veya ıslak fenomen bulursanız, bu, dahili yoğuşma veya su borusunun yırtılma olasılığı anlamına gelir. Nem, ısıtıcıda ölümcül bir kısa devreye neden olabilir. Makine tüm yıl boyunca çalışmıyorsa, ancak geceleri veya hafta sonları kapanıyorsa, bu yoğunlaşma olasılığı artar.
2. Operatöre, kapıdaki sıcak nozulu “temizlememesi” gerektiğini hatırlatmayı unutmayın – eğer operatör kalıp nozulunda küçük bir paslanmaz çelik parçası görürse, bu aslında bir nokta nozul tertibatı olabilir. . Bir engel gibi görünen şeyi temizlemek, genellikle sıcak ağzı yok eder. Sıcak ağzı tahrip etmemek için, tüm operatörlerin eğitimli olduğundan ve maruz kaldıkları tüm farklı ağız türlerini tanımlayabilmelerinden emin olmak için harekete geçmeden önce lütfen sıcak yolluk sisteminin ağız tipini onaylayın.
3. Sürgülü durdurma düğmeleri - Yıl boyunca sürekli çalışan makineler için bu çalışma haftada bir kez yapılmalıdır.
4.İnteraktif ısıtıcının direnç değerini kontrol edin - ısıtıcıyı kullanmaya başladığınızda direnç değerini ölçmüş olmanız gerekirdi, şimdi tekrar ölçme ve karşılaştırma zamanı. Direnç değeri %10 yukarı ve aşağı dalgalanıyorsa, üretim sürecinde kritik zamanlarda çalışmadığından emin olmak için ısıtıcıyı değiştirmeyi düşünün. İlk direnç değeri ölçülmediyse, şimdi bir kez ölçülür ve elde edilen değerler ısıtıcının gelecekteki muayenesi için referans veri olarak kullanılır.
5. Kılavuz direk ile kılavuz manşon arasında aşınma belirtileri olup olmadığını kontrol edin - yağlama eksikliğinden kaynaklanan çizik veya aşınma belirtileri olup olmadığını öğrenin. İz yeni ortaya çıkıyorsa, yağlama ekleyerek kılavuz sütunun ve manşonun ömrünü de uzatabilirsiniz. Aşınma ciddiyse, yeni parçaları değiştirme zamanı gelmiştir. Aksi takdirde, boşluk ve çekirdek parçalar iyi oturmayabilir ve bu da farklı parçaların boşluk duvar kalınlıklarına neden olabilir.
6. Su akışını kontrol edin - Suyu hortum aracılığıyla kovada tutmak için su yolunun çıkışına bir hortum bağlayın. Çıkış suyu berrak veya renkli değilse pas oluşabilir ve akış düzgün değildir, bu da bir yerin tıkalı olduğu anlamına gelir. Bu problemler bulunursa, düzgün akışı sağlamak için tüm su boruları tekrar delinecektir (veya en sık kullandığınız temizleme yöntemlerinizden herhangi birini alın). Tesis su arıtma sistemlerinin iyileştirilmesi, pas ve tıkanmadan kaynaklanan gelecekteki sorunları önleyebilir.
7. Üst iğnelerin temizlenmesi - Bir yıl sonra gaz birikmesi ve membran kirlilikleri nedeniyle üst iğneler kirlenir. Kalıp temizleme maddesinin altı ila on iki ayda bir kullanılması tavsiye edilir. Temizledikten sonra, aşınmayı veya kırılmayı önlemek için üst iğneye bir yağlayıcı tabakası uygulayın.
8. Sıcak memenin yarıçap alanında bir çatlak olup olmadığını görmek için - kırılma, makinenin sıcak memesinde kalan gevşek ve sertleşmiş plastik parçaların ileri doğru enjekte edildiğinde getirdiği kenetleme kuvvetinden kaynaklanır. plastik enjeksiyon tüpü tertibatı. Sorunun nedeni, merkez çizgisinin hizalanmaması da olabilir.

 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик 



